











Why Choose CHARM
Reliable MBR Solutions Backed by Expertise
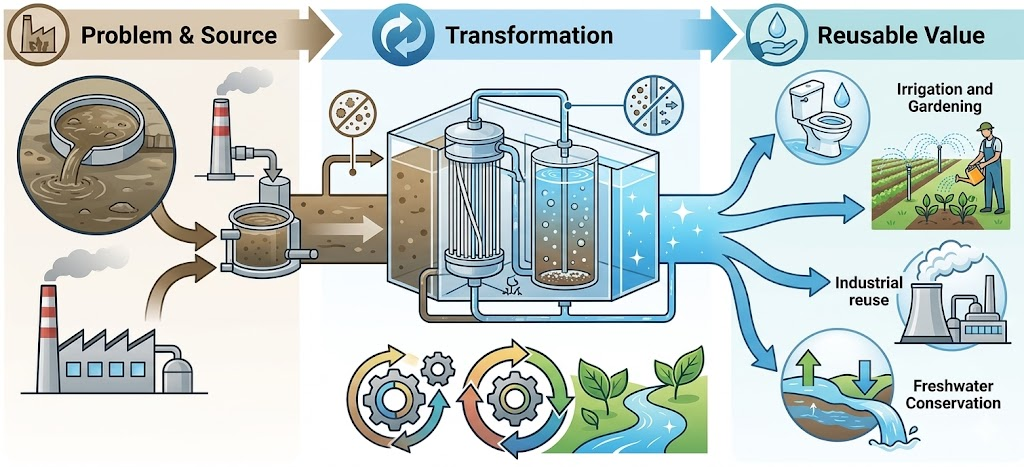
With extensive experience in environmental engineering, CHARM Ltd. delivers dependable MBR sewage treatment solutions focused on performance, sustainability, and long-term reliability.
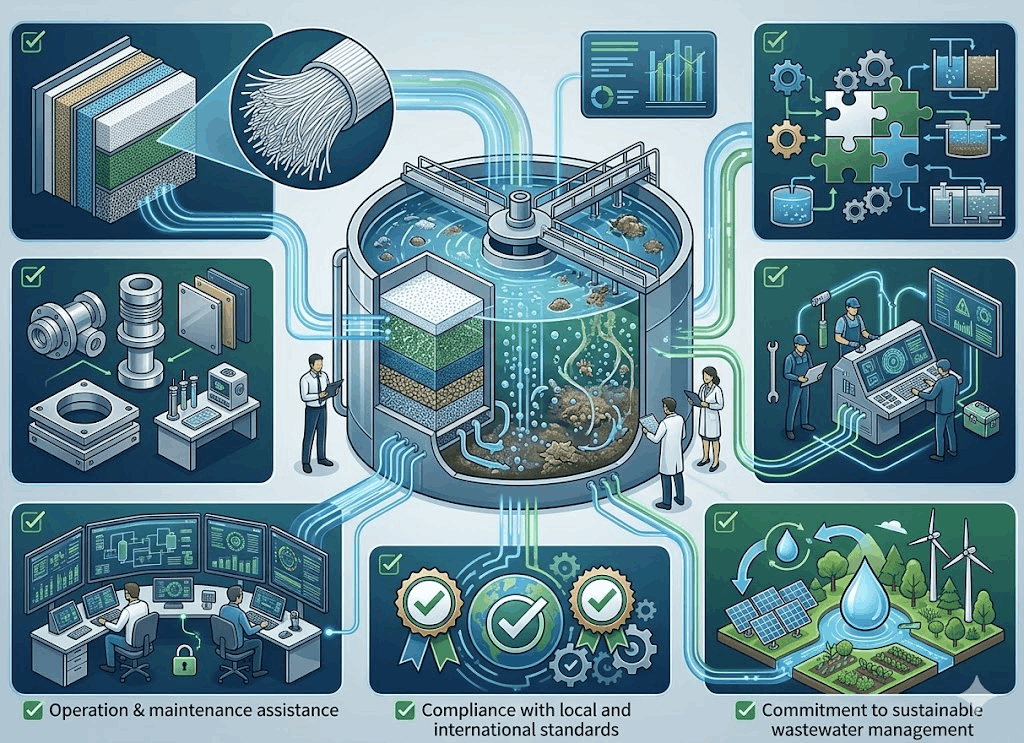
- Advanced membrane treatment technology
- Customized wastewater treatment solutions
- High-quality equipment and materials
- Strong after-sales support
- Operation & maintenance assistance
- Compliance with local and international standards
- Commitment to sustainable wastewater management



")
")
")
")
")